Microsoft word - full_paper_cimac2010_crystalcoat_final.docx



with Sentry Rotator
An Innovative and Patented Mechanical Valve Rotator for 2-Stroke Engines.
Your Engine. Our Ingenuity.™
Märkisches Werk GmbH
MWH Americas
MWH China
58553 Halver, Germany
Phone: + 49 - 2353 - 917 - 0
MWH Japan
Email: [email protected]
Your Engine. Our Ingenuity.™
10/29/13 6:38:10 PM



MWH ReliaValve with Sentry Rotator
MWH ReliaValve with Sentry Rotator
Engines operating with eco-speed or extreme low-
steaming down to 10% load experience high valve
DESIGN OF CURRENT EXHAUST
spindle temperatures caused by the lower cooling
effect of the scavange air (low scavange air
Two-stroke engine exhaust valves operate under
VALVES AND WEAR MECHANISMS
pressure follows low load). In addition, the specific
extremely harsh thermal and environmental
lubrication quantity under low-load conditions is
conditions that typically result in a 6,000 - 8,000 hr.
A large fraction of the world's marine 2-stroke
high. The low sulphur content of the fuel (HFO)
service interval for these components [1].
engines are designed by three manufacturers:
results in an over-abundance of calcium from the
Exposure to high temperatures and heavy fuel oil
MAN-B&W (MC-Series), Wärtsiläe-Sulzer (RTA-
lubeoil. Under these conditions, the possibility of
(HFO) combustion products can lead to severe
series) and Mitsubishi (UEC-series). Each engine
creating glassy-deposits on the seat area of the
chemical attack on the valve head and other parts
design has unique features, but many general
valve-spindle becomes high when the correct seat
of the exhaust system. Eco-speed and low
characteristics of the exhaust system are common
contact pressure is present. Build-up of glassy-
steaming can reduce engine speeds down to 10%
to all three manufacturers. Figure 1 shows a
deposits on the seat of the bottom piece has not
load. Combined with the additional low sulphur
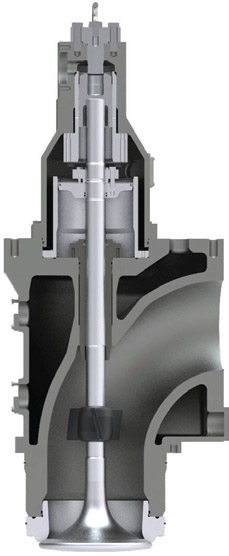
typical 2-stroke exhaust valve assembly, including
requirements, these conditions can promote rapid
the valve drive (hydraulic actuator), pneumatic
wear of the valve spindle seat surface. MWH has
spring (air cylinder), valve housing, valve guide,
These glassy-deposits (see Figure 4) have a
seen by-products of the combustion with ashes of
valve spindle (with vane rotator), and bottom piece
Figure 2: Valve guide with evidence of
hardness of approximately 800 HV with high
non-burning constituents coming from the HFO as
adhesion and abrasive wear [6].
adhesion to the valve seat material. During
well as from the lubeoil.
inspection, it is only possible to remove the glassy-
Wear Mechanisms in 2-stroke Engine Exhaust
Macro particles and dent marks refers to a
deposits from the valve spindle seat with hard
This paper describes the design, testing and serial
mechanism in which particles and deposits formed
metal scrapers. Different coefficients of thermal
operation of a novel mechanical valve rotator for
as a by-product of the combustion of fuel (HFO)
expansion between the valve spindle seat and the
increasing the service life of 2-stroke engine
The most prevalent wear mechanisms in 2-stroke
become trapped between the valve spindle and
glassy-deposits lead to radial cracks in the deposit
engine valves have been described in [2] and
seat ring. When the valve spindle closes on the
layer. These cracks are the initation of exhaust gas
seat ring, these particles generate a ‘dent' in each
channels. After a channel is formed, and a blow
• Adhesion and abrasive wear
of the paired surfaces. Repeated denting of the
through begins to develop, the local temperature
• Macro particles and dent marks
seating surfaces can eventually create a path for
increases, accelerating the local corrosion and
• Build up of glassy-deposits
leakage of combustion gases. Once this occurs,
causing rapid removal of the metal surface itself
• Low temperature corrosion
the hot combustion gases lead to the rapid erosion
[3]. Typical so called "cobblestone" corrosion [4],
• High temperature corrosion
and corrosion of these metal surfaces. Figure 3
characteristic of high-temperature corrosion is
• Low-cycle fatigue
shows a photograph of a valve spindle with
documented in Figure 4 as type of valve spindle
extensive evidence of dent marks.
wear. Subsequent valve spindle failure usually
The first two of these wear mechanisms
(adhesion/abrasive wear and macro particles/dent
marks) are of particular interest to this project, and
are described in further detail.
Adhesion and abrasive wear refers to a
mechanism in which deposit particles can become
entrapped between the valve guide and valve
spindle stem. These particles adhere to the valve
spindle guide and cause abrasive wear on guide
Figure 3: Valve spindle with extensive evidence
and stem. This mechanismen causes a sticking
of dent marks [6].
effect which can prevent rotation of the valve
spindle. Lack of rotation causes un-symmetric
Recently, we have begun to see a new type of
heating and distortion of the valve spindle head,
wear mechanism on the valve spindle seat, the so
which can subsequently lead to combustion gas
called "glassing" or "glassy-deposits". As opposed
Figure 4: Valve spindle with extensive "glassy-
leaks and erosion. Figure 2 shows a photograph
to the well known wear mechanism from macro-
deposits" and beginning of blow-byes.
of a valve guide with considerable deposit particle
particle indentation (see Figure 3), these glassy-
deposits form a thin, hard layer only on the valve
Analysis of Glassy-Deposits
spindle seat surface. The mechanism of the glassy
deposit formation is very complex and appears to
MWH analysis of the glassy-deposits showed the
be related to a combination of the following
presence of compounds of calcium, vanadium,
sulphur and sodium. Under pressure and
temperature, the salts crystallize to form a thin
• Fuel (HFO) quality
glassy layer. Kingston-Jones, et al. have described
• Lubeoil quality and quantity
the formation of low melting point salts in detail [5].
• Engine operation condition
Sulphur oxides (SO
2 and SO3), vanadium oxides
• Seating pressure
2O5) and sodium oxides (NA2O) from the
combustion process react with each other and with
Figure 1: Typical 2-stroke engine exhaust valve
calcium from the lubeoil to form these low melting
MWH ReliaValve with Sentry Rotator
MWH ReliaValve with Sentry Rotator
point salts. These salts include sodium sulphate
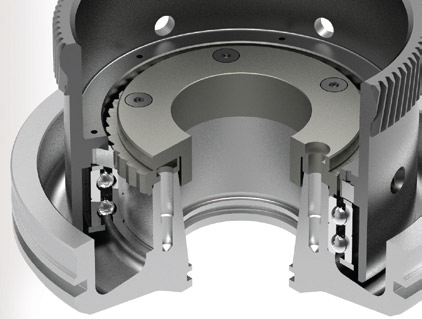
An innovative and patented mechanical valve
DESIGN FEATURES OF THE
4), calcium sulphate (CaSO4) and sodium
rotator (Sentry Rotator) for 2-stroke engines has
vanadyl vanadates of varying compositions
MECHANICAL VALVE ROTATOR
been developed by Märkisches Werk GmbH
(usually referred to as NaVV). Table 1 shows a list
Various approaches for controlling wear in exhaust
(MWH). This valve rotator mechanism can be
of sodium vanadyl vanadates and their respective
valves have been employed with various degrees
incorporated into an existing exhaust valve
of success. This paper describes the design of a
assembly with only minor modification, as shown in
mechanical valve rotator that addresses both of
Figure 6 and Figure 7. The rotator features an
the aforementioned wear mechanisms to extend
inner and outer drive element. The helical rotating
Table 1: Melting points of some vanadates [5].
the service interval of 2-stroke exhaust valves.
gear is linked to the inner drive element via a free-
The main benefit of mechanical rotation is
wheel device that transmits a rotation to the valve
stem during the valve closing movement. The
achieved when a certain wiping or grinding effect is
helical gear rotator and free-wheel mechanism are
produced on the valve spindle and seat ring
shown in Figure 8.
surfaces. This seating surface polishing effect is
produced by the valve spindle's rotational motion
as it contacts the bottom piece or seat ring [5].
Figure 5: Valve spindle with extensive
dentmarks and beginning of blow-byes (W-type
geometrie of bottom piece).
Conventional Valve Rotation Mechanisms
Rotation of the valve spindle within the exhaust
valve assembly is beneficial for several reasons,
*NaVV = sodium vanadyl vanadate 5:12 = 5Na
and it generally reduces the wear rate of the
exhaust valve assembly. Today, most 2-stroke
1:6 = Na2O.V2O4.5V2O5
exhaust valves rely on aerodynamic vanes (wing
bushes) for passive spindle rotation (see Figure 1).
Exhaust gases flow over the vanes and rotate the
Seat Ring Geometry
spindle as it opens, creating an axi-symmetric
temperature distribution, and reducing thermal
The three different designs of the seat of the
gradients within the valve spindle. This decreases
bottom piece of 2-stroke exhaust valves were
distortion and thermal stresses within the spindle,
described extensively in [6]. The standard-type
and reduces low and high cycle fatigue. However,
design features flat valve spindle and seat ring
in some types of engines, vanes fail to provide
Figure 7: Detail view of mechanical valve
surfaces, while the W-type and Chamber-type seat
additional important benefits, namely the polishing
rotator mechanism.
rings employ a more complex geometry with the
and removal of residuals on the valve spindle
aim of addressing the dent mark wear mechanism.
sealings surface and overcoming the stiction
These seat ring designs generate higher interfacial
caused by deposits within the valve guide. As
contact loads, and provide a pocket where cool,
discussed previously, these phenomena lead to
un-combusted gases can reside next to the seating
wear of the exhaust spindle, guide and seat ring,
surface. If a passage for gas leakage is created by
and ultimately force most operators to service their
dent marks, the cool gases can escape without
exhaust valves after 6,000 to 8,000 hours of
eroding the metal surfaces of the valve spindle and
service. The rotation rate of the spindles is not
controlled with the use of aerodynamic vanes. As
Seat ring geometry modifications can be used to
a result, inadequate rotation is achieved at low
alleviate the dent wear mechanism, but the
engine speeds and loads, and insufficient
adhesion and abrasive mechanism (sticking of
rotational torque is generated to overcome stiction
valve spindle stem) and blow-byes (glassy-
within the valve guide once adhesion and abrasive
deposits) must be addressed by other means, see
wear are initiated. Positive mechanical rotation
also Figure 4 (chamber-type) and Figure 5 (W-
addresses the shortcomings of traditional valve
Figure 6: Exhaust valve assembly with
Figure 8: Helical gear rotator and free-wheel
mechanical valve rotator.
mechanism.
MWH ReliaValve with Sentry Rotator
MWH ReliaValve with Sentry Rotator
Advantages of Mechanical Rotation
surfaces on the valve spindle and bottom piece
were performed. In 2007, the inspection showed
The mechanical valve rotator essential y forces a
that the continuous rotation described above was
controlled rotation of the valve spindle during the
effective in maintaining clean, polished seating
valve closing movement. This continuous rotation
surfaces. Moreover, no dent marks were visible on
speed can be tuned from 3 – 20 rpm, and is a
either the valve spindle or bottom piece surfaces.
linear function of the engine speed. In addition, this
Even after 16,647 hours of operation, there was no
valve rotation is achieved even under conditions
evidence of excessive wear on the seating
where sticking in the valve guide would prevent
rotation with an aerodynamic vane. The Sentry Rotator provides all the traditional
Based on the postive results seen in 2007, the
benefits of valve rotation, including an axi-
target of 30,000 hours service-free operation was
symmetrical temperature distribution in the valve
deemed as possible. Additional to the on-going
spindle to reduce thermal stresses and improve
field test on six MAN-B&W engines in the range
low and high cycle fatigue life. However, by
from MC60 to MC90 type, there are also nine
rotating the valve spindle during the closing
MAN-B&W engines completely equipped with
movement, a continuous polishing effect is
converted ReliaValves. With this wide range of
achieved on the seating surfaces of the valve
experience, the MWH ReliaValves have been
spindle and bottom piece. This seat polishing
approved for 30,000 hours or more. The only
effect prevents deterioration by dent marks and
scheduled maintenance item for the ReliaValve
dramatically reduces the possibility of combustion
with Sentry Rotator consists of the replacing the
gas leaks. In essence, continuously polishing the
valve spindle stem seals after 15,000 to 18,000
seating surfaces ensures that al functions of the
hours. This work can be performed on board
seat (gas sealing, heat transfer, etc.) remain at
without removing the complete ReliaValve from
Figure 12: Photograph of the valve spindle and
peak efficiency throughout the life of the engine.
the engine. Only disassembly of the valve drive
and air cylinder is necessary to change the stem
seat ring surfaces after 16,647 hours [6].
An additional possible benefit is that, by removing
sealings. It is recommended that the free-wheel
Figure 10: Photographs of the valve spindle
the aerodynamic vane (wing bush) from the valve
mechanism and axial bearings of the Sentry
and seat ring surfaces after 1,000 hours [6].
spindle stem, an improvement in scavenging
Rotator be inspected every 30,000 hours and
efficiency may be achieved. This could result in
replaced, if necessary.
improved thermodynamic efficiency of the engine
and reduced fuel consumption. However, this
effect has not yet been quantified. Mechanical valve rotation addresses two of the
major mechanisms for exhaust valve wear
(adhesion and abrasive wear and build up of
deposits and dent marks) which enables an
increase in time between overhauls of exhaust
valve assemblies.
Figure 13: Photograph of valve spindle seat
FIELD TESTS AND SERIES OPERATION
surfaces after 31,882 hours.
First MWH ReliaValve reached 37,505 hours
operating experience
Various engine field tests have been in progress
Figure 9: Cylinder #1 of the MAN-B&W 7L70MC
since 2003, on several engine types and sizes.
engine on the "MV Libra Buenos Aires / CMA
The results of the first four years were documented
CGM Bahia" [6].
in [6]. One such field test was performed on the
Figure 10 through Figure 17 show the inspection
"MV Libra Buenos Aires / CMA CGM Bahia", which
results and the reliability of the first ReliaValve on
is powered with a MAN-B&W 7L70MC engine (see
the "MV Libra Buenos Aires / CMA CGM Bahia".
Figure 9). A new Nimonic exhaust valve and
Thes pictures document the operation up to the
Sentry Rotator were installed in 2003 in cylinder #
37,505 hour inspection performed in January 2010.
1 of this engine. As reported in 2007 [6], the
The helix gear and the ratchet system were last
Figure 11: Photographs of the valve spindle
ReliaValve had succesfully reached 16,647 hours
inspected at 31,882 hours. Thes components
and seat ring surfaces after 9,100 hours [6].
of operation. Periodic inspections at 1,000, 4,200,
appeared in as-new condition with no visible wear.
9,100, and 16,647 hours of the general function of
Figure 14: Photograph of valve spindle seat
the ReliaValve and, in particular, the seating
surfaces after 37,505 hours.
MWH ReliaValve with Sentry Rotator
MWH ReliaValve with Sentry Rotator
DESIGN REFINEMENTS
Effect of seating pressure on the removal of
glassy-deposits from the valve spindle seat
Hydraulic oil drains and air spring chamber
The mechanism of the glassy-deposits was
Field tests on an MC90 engine have lead to
discussed in the beginning of this paper (see also
refinements of the Sentry Rotator design.
Figure 4, Table 1, and Figure 5). To remove these
Specifically, improvements have been made to the
hard deposits during engine operation, the
hydraulic oil drains and air-spring chamber. This
necessary and sufficient conditions are:
refinement was done in 2006 and reported also in
Seating pressure of more than 400 MPa
Rotation of the valve spindle during closing
The need for increasing the capacity of the
hydraulic oil drains was necessitated by the large
On most of the 2- and 4-stroke engines the seating
oil flow requirement of large engine valve
pressure of the exhaust valve spindles operate
actuators. The addition of longitudinal grooves on
below 100 MPa, see also [7]. The geometry of the
the helical gear has increased the oil drain
W-type bottom piece reaches seating pressures of
capacity to handle flow rates in excess of 500 l/hr.
400 MPa or more. Similarly, after modifying the
The air-spring chamber design has also been
interference angle of the seat (changing the seat
Figure 15: Photograph of the rotator gear and
modified. This was done in order to limit the
angle of the valve spindle or changing the seat
free-wheel after 31,882 hours.
maximum air pressure within the system and
angle of the bottom piece), the necessary seating
match the characteristic of the original air-spring,
pressure with a minimum of 400MPa can be
as shown in Figure 18 and Figure 19.
achieved for exhaust valves with the common
bottom piece geometries. To limit the valve spindle
wear on the seat area, the seating pressure should
not exceed 800 MPa.
Figure 5 shows the seat area of a valve spindle
Figure 20: Valve spindle seat with removed
(W-type geometry of bottom piece) with removed
glassy-deposits (chamber type geometrie of
glassy-deposits at the contact area. In the majority
bottom piece with modified seat angle for
of cases, MWH has seen that vane-driven valve
higher seating pressure).
spindles do not rotate after the valve spindle seat
initiates contact with the bottom piece during
closing. With seating pressures above 400 MPa,
the glassy-deposit layer is effectively destroyed in
the seat contact area, but lacking rotation of the
valve spindle seat against the bottom piece, the
Figure 18: Comparison of the air-spring
particles of the glassy-deposits are pressed into
the valve spindle seat, forming dentmarks and the
Figure 16: Photograph of the outer helix gear
chamber pressure for original valve assembly
beginning of blow-byes.
inside the valvedrive after 31,882 hours.
(no rotator), initial rotator (Evolution I), and
refined rotator design (Evolution II) [6].
To solve the newly observed problem with glassy-
deposits, the MWH ReliaValve Evolution III was
developed. This improved design combines the
proven ReliaValve Evolution II with a new seat
interference angle for higher seating pressure
(more than 400 MPa). The end result is a very
effective solution to combat the newly discovered
and dangerous problem of glassy-deposits. These
results can be seen in Figure 20, where the hard
particles of the glassy-deposits do not create
dentmarks during the closing process. Note that
region "A" is the seat mating surface area that is
both free of glassy-deposits and dents. Region "B"
is the remainder of the seating area which,
Figure 19: Comparison of the hydraulic drive
although covered by glassy-deposits, does not
pressure for original valve assembly (no
negatively influence the operation of the valve (i.e.
rotator), initial rotator (Evolution I), and refined
does not create blow-byes).
rotator design (Evolution II) [6].
Figure 17: Photograph of the inner helix gear
after 31,882 hours.
MWH ReliaValve with Sentry Rotator
An innovative and patented mechanical valve
[1] Lampert, E., "Reducing Downtime for the 2-
rotation mechanism has been developed for use in
Stroke Engine," MER Magazine, November
large 2-stroke diesel engines. This mechanical
2004, pp. 54-55, 2004.
rotator (Sentry Rotator) can be incorporated into
existing exhaust valve assemblies with minor
[2] Fellman, H., T. Gross and T. Ludwig, "Typical
additional modifications, and provides positive
Wear Mechanism of 2-Stroke Exhaust
rotation of the valve spindle during the closing
Valves," Proceedings of the 2004 Marine
process. Application of the Sentry Rotator
Propulsion Conference. 2004.
addresses the two main wear mechanisms in 2-
[3] Kvernes, I, P. Kofstad and M. Seiersten, "High
stroke exhaust valves (adhesion and abrasive
temperature corrosion and protection of diesel
wear, and build-up of deposits and dent marks),
engine exhaust valves", Central Institue for
thereby extending the service life of these
Industrial R, University of Oslo, D101, CIMAC
components. An engine field test program has
resulted in some refinements to the rotator design,
and ultimately to a well proven product.
[4] Umland, F and M. Ritzkopf, "Valve corrosion
in diesel engines" MTZ Vol36, No.7/8, pp.
Based on the current operating conditions of
191-195 (July/August 1975).
ecospeed or low-steaming, some cases of a new
type of wear, the so called "glassy-deposits" on the
[5] Kingston-Jons, M.G., J.R. Thomas and A. S.
seat of valve spindles can also be eliminated by
Radcliff, "Review of operating experience with
increasing seating pressure and grinding effect
current valve materials" Trans I MAR E (C),
with the ReliaValve Evolution III.
Vol. 102, Conference I ( 1990 ) pp15-28.
Results obtained thus far demonstrate that a TBO
of 30,000 hours, or more, are achieved for exhaust
"Development of a Novel 2-Stroke Exhaust
valve assemblies.
Valve with a Mechanical Rotator to Achieve
Three-Year TBO'S", Paper 84, CIMAC
Congress 2007, Vienna.
[7] Yamada, T, H. Sekiguchi and M. Mizushima,
"Development of ceramic exhaust valves",
Nippon Kokan, CIMAC D82 ,1985.
Source: http://www.mwh.de/News-Downloads/~/media/Files/PDF-2015/WhitePaper-ReliaValve.ashx
Nijenhuis-le chanoine, le philologue, la « damoiselle » et le rabbin
Andreas Nijenhuis BERTRAND FORCLAZ (DIR.) L'EXPÉRIENCE DE LA DIFFÉRENCE RELIGIEUSE DANS L'EUROPE MODERNE (XVIe-XVIIIe SIÈCLES) L'expérience de la différence religieuse dans l'Europe moderne (xvie-xviiie siècles) Bertrand Forclaz (dir.) L'expérience de la différence religieuse dans l'Europe moderne (xvie-xviiie siècles)
ministeriointerior.gob.ec
LEY DE LA JURISDICCION CONTENCIOSO ADMINISTRATIVA Ley 35 Registro Oficial 338 de 18-mar-1968 Ultima modificación: 10-feb-2014 Estado: Vigente NOTA GENERAL: El Código Orgánico Integral Penal entrará en vigencia en ciento ochenta días contados a partir de su publicación en el Registro Oficial, dado por Ley No. 00, publicada en Registro Oficial Suplemento 180 de 10 de Febrero del 2014 , el mismo que derogará los artículos 11, 13, 13A, 14, 16 y 17 de la presente Ley. LA COMISION LEGISLATIVA PERMANENTE, En ejercicio de sus atribuciones, y por haber recibido dictamen favorable de la Comisión Auxiliar de Legislación Administrativa, expide la siguiente: LEY DE LA JURISDICCION CONTENCIOSO - ADMINISTRATIVA CAPITULO I Del Ejercicio de la Jurisdicción Contencioso - Administrativa Art. 1.- El recurso contencioso - administrativo puede interponerse por las personas naturales o jurídicas contra los reglamentos, actos y resoluciones de la Administración Pública o de las personas jurídicas semipúblicas, que causen estado, y vulneren un derecho o interés directo del demandante. Jurisprudencia: